
How to configure SchuCal to calculate labor time and cost – FAT module. [Discontinued]
Schucal has built in module for calculating labor time and cost. It can precisely calculate each task of production process: design, profile process, cutting, installing, glazing, sealing, dispatching.
Important: This module is hidden by default, must be unlocked by code provided by Schuco.
To do this it is necessary to configure two main parameters for each task: hourly rate and labor time.
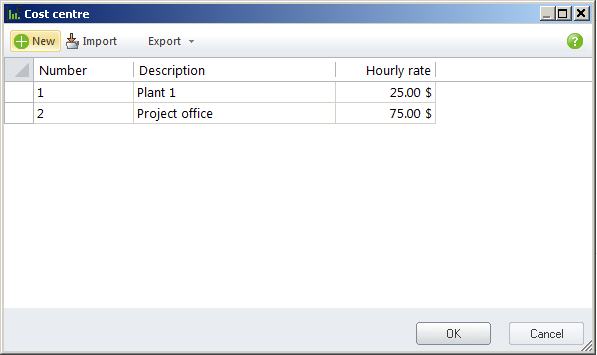
First it is necessary to set up hourly rate in Cost centre. Go to General > Master data > Cost Centre

You can create as many positions as different labor cost groups you have, e.x. Production Plant, Project Office. Add New position and enter Description and Hourly rate:
Now we can set up task timing rates. Go to General > Master Data > Fabrication time calculation:
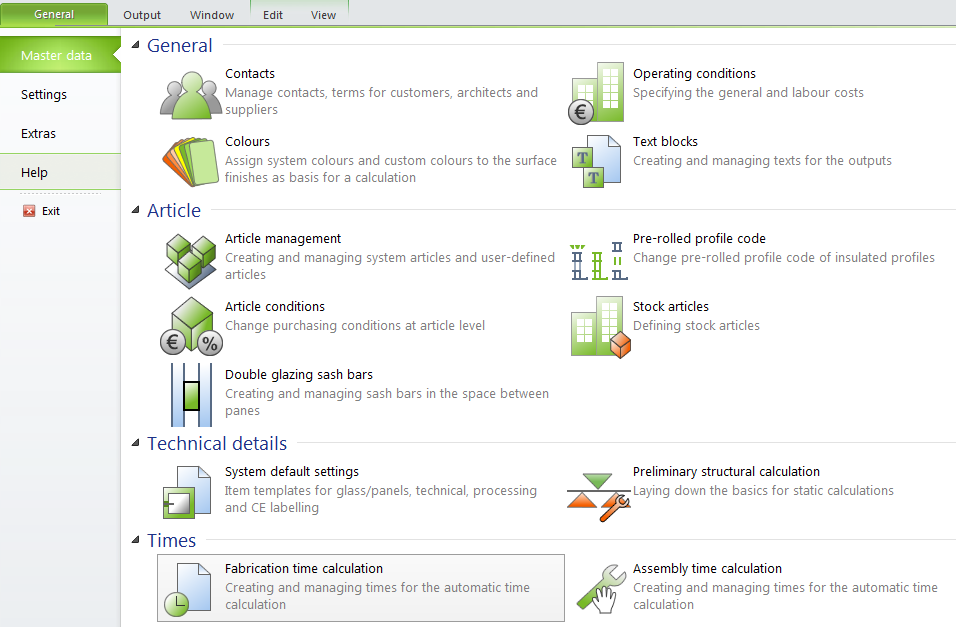
After opening the window we can see four tabs.
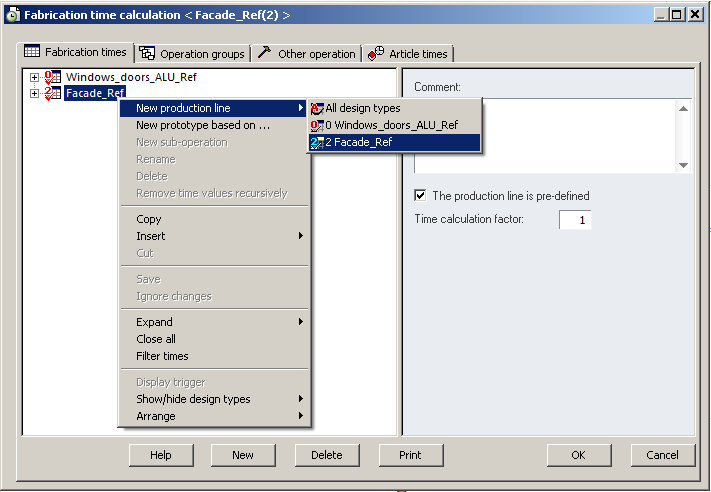
Fabrication times tab provides two branches: Windows_doors_ALU_Ref and Facade_Ref. Both are storing labor task templates related to the particular system.
Right click Facade_Ref and go to New Production Line > 2 Facade_Ref. Name it Facade Production Line.
Newly created Facade production builds tree structure that lists all possible labor tasks for this production process:
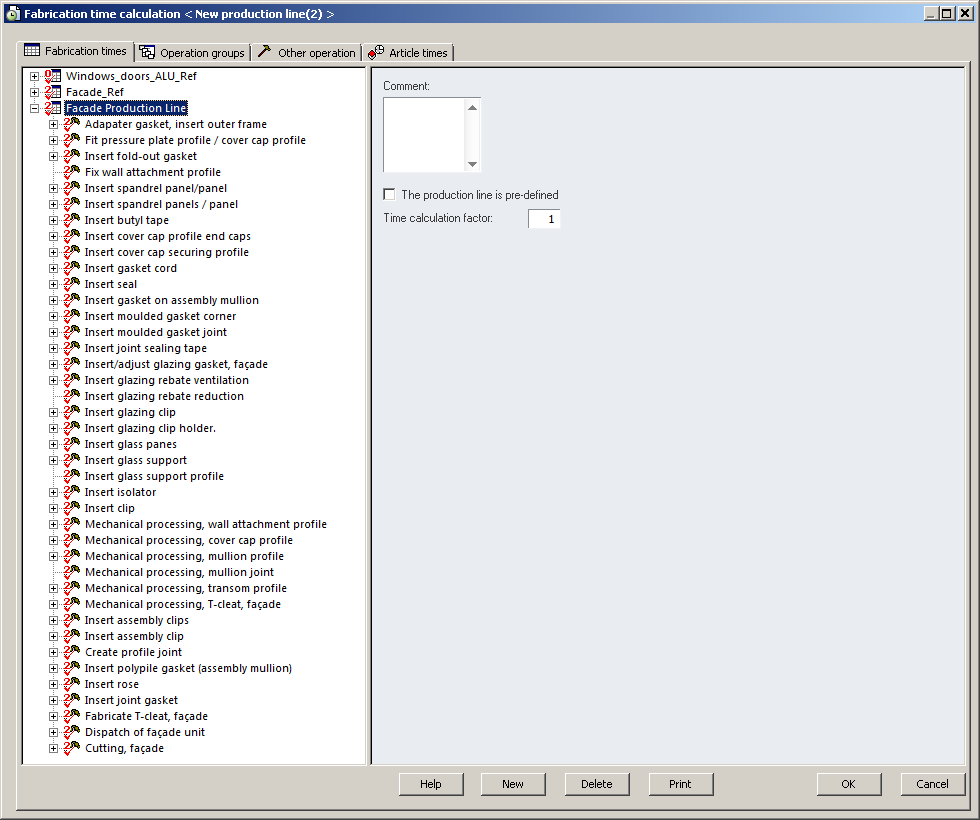
Each task can be represented by time tables characteristical for it, e.x:
time per length time – time needed for preparing/installing length elements
per length and height – time needed for preparing/installing surface elements
time for item – time needed to prepare/install piece of element
In first scenario, let’s prepare fabrication time template for Time by length time table.
This type of time table is used to calculate time consumption for profile length dependent tasks.
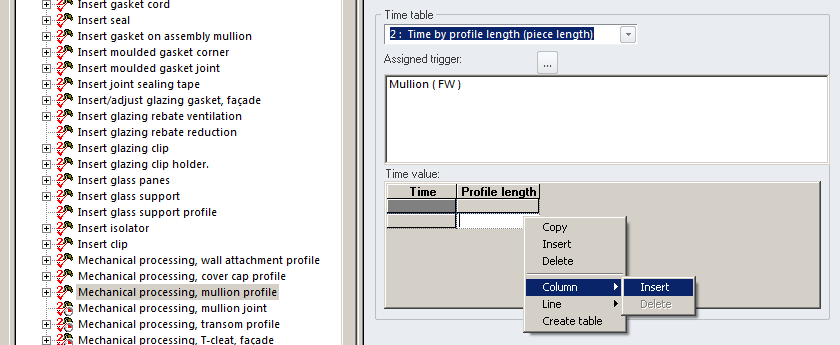
Find and select Mechanical processing, mullion profile the list. On the right panel, you will see Time by profile length assignment. Our goal is to set up times of processing for few length ranges therefore it is necessary to add additional columns that will represent length range and its operation time. Right click on the existing Profile length column and select Column > Insert.
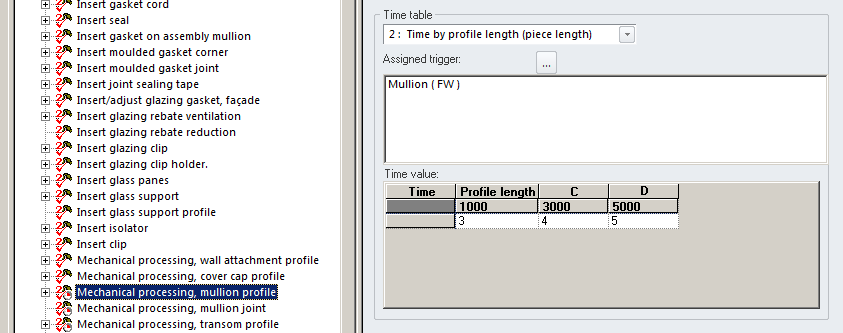
Add two columns and fill length (grey field) and corresponded time of processing for this length (white field):
If the profile cut angle is other than 90 deg, then processing time for each ending is naturally longer. For that case you can create separate time table. Open subcategory under Mechanical processing (mullion profile) and select category Mechanical processing (mullion profile) (other angle). On the time table on the right pane set up correct times accordingly:

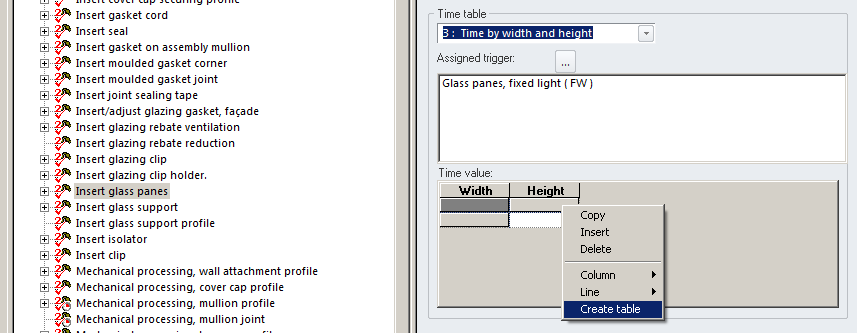
Second example: Time per length and height.
This is the time table type used for surface related elements like glass panes, sheet elements.
Find and select Insert glass pane task. On the right pane right click on the table and select Create table.
Put the number of rows and columns:
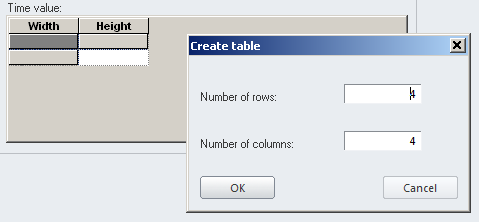
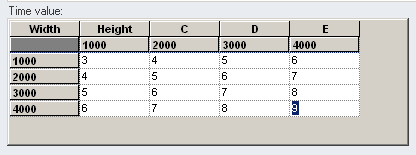
Fill out height and widths in ascending order:
Other example: Time for item
This type of time table is used to calculate time consumption for non-dimensional elements, e.x. creating profile joints, installing glass support, mechanical processing for t-cleat joint.
Timetables for all design types:
Enter a time for each item.
Entered time is multiplied by the number of triggers (pieces) that occur in the item.
2: Time by profile length (piece length)
Define number of columns, enter profile lengths as step width values (in millimeters) as column headings. Enter times.
The time is calculated depending on the length of the triggering profile. For internal lengths, the time for the next highest step width value is calculated.
Define number of columns and lines as the column headers enter horizontal height dimensions and vertical width dimensions for (unit) sizes as step width values. Enter times.
Where internal dimensions occur, the time of the larger width or height dimension is calculated.
Enter a time for each meter.
The entered time is multiplied by the calculated length of the triggers that occur in the item.
The basis for the time calculation is the result in the material calculation (not the rounded-up specification in the material list).
5: For rolling by the customer (meter)
Enter a time for each length meter.
The time is multiplied by the calculated length of the triggers that occur in the item.
Note: Only profiles marked for rolling by the customer can be triggers.
The cutting lengths in the material list, not the lengths needed in the order list are assessed.
6: For rolling by customer (profile width) (meter)
Define number of columns. As columns headings, enter profile widths as step width values. Enter a time for each length meter.
The entered time is multiplied by the calculated length of the triggers that occur in the item (profiles for rolling by the customer).
Note: Only profiles marked for rolling by the customer can be triggers.
The largest profile width is used as the profile width. For internal dimensions, the time for the next higher step width value is calculated.
The cutting lengths in the material list, not the lengths needed in the order list are assessed.
7: Time for 45° (bar end) (length)
Define number of columns. As columns headings, enter profile lengths as step width values. Enter a time per bar end (for profile bars with two 45° cuts, twice the time from the table is calculated).
The time is calculated depending on the length of the triggering profile.
For internal lengths, the time for the next highest step width value is calculated.
8: Time for 90° (bar end) (length)
Define number of columns. As columns headings, enter profile lengths as step width values. Enter a time per bar end (for profile bars with two 90° cuts, twice the time from the table is calculated).
The time is calculated depending on the length of the triggering profile.
For internal lengths, the time for the next highest step width value is calculated.
9: Time for another angle (bar end) (length)
Define number of columns. As columns headings, enter profile lengths as step width values. Enter a time per bar end (for profile bars with two cuts (not 45° and 90°), twice the time from the table is calculated).
The time is calculated for the cuts depending on the length of the profile that triggers the time calculation.
For internal lengths, the time for the next highest step width value is calculated.
10: Set-up time per batch
Enter a time for a complete batch.
The time entered is divided proportionately amongst the quantities of all items contained in the batch to which the fabrication line is assigned.
For the (time) calculation this means that: if in the entire batch only one item is contained with a unit for which the time calculation is triggered, the entire set-up time for this unit is calculated. If, however, the batch receives several items with different unit quantities, then the set-up time is spread amongst the items in accordance with the number of units.
Example:
For the FT/Alu production line, 12 minutes are entered for the set-up time per batch.
Five items are recorded in a project: all items were assigned the FT/Alu production line.
Pos 1: 2 units
Pos 2: 1 unit
Pos 3: 1 unit
Pos 4: 1 unit
Pos 5: 1 unit
If for the calculation all five items are collected in one batch, the 12-minute set-up time is spread amongst the six units. This means two minutes for every unit. Item 1 with the two units is then proportionately allocated four minutes set-up time, the remaining items 2-5 are each allocated two minutes.
If a separate calculation is started for each of the five items (that is, every item forms an individual batch), all five items receive the full 12 minutes assigned to them (for item 1 with the 2 units, 6 minutes per unit; but for the item, 12 minutes).
11: Set-up time per batch and article number
Enter a time for the article per batch.
The time entered is calculated once every time a trigger occurs (article number) within a batch.
Note: Only profiles marked for rolling by the customer can be triggers.
The set-up time is spread amongst the quantities occurring in the items of the batch with the same article numbers.
For the (time) calculation this means: if just one item with a piece of trigger is contained in the entire batch, the entire set-up time for this individual article is calculated. If, however, the batch receives several items with different trigger quantities, then the set-up time is spread amongst the items in accordance with the number of triggers.
Example:
For the FT/Alu production line, 12 minutes are entered per batch and article number for the set-up time.
The FT/Alu vent profile was assigned.
Four items are recorded in a project: all items were assigned the FT/Alu production line. An article number for a vent profile, windows/doors aluminum, for rolling by the customer is available in different quantities in all items:
Pos 1: 4x
Pos 2: 4x
Pos 3: 2x
Pos 4: 2x
If for the calculation all four items are collected in one batch, the 12-minute set-up time is spread amongst the 12 units in the entire batch. So one minute per unit. Four minutes therefore are therefore allotted to each of the first two items. Items 3 and 4 are each allocated a two-minute set-up time.
If a new calculation is started for each of the four items (so each item forms an individual batch), then the full 12-minute set-up time would be calculated for each individual item.
12: 45° bar ends/profile width/length
Define number of columns and lines. As the column headers enter horizontal height dimensions and vertical width dimensions for profile widths as step width values. Enter times per bar end (for profile bars with two 45° cuts, twice the time from the table is calculated).
The largest profile width is used as the profile width.
Where internal dimensions occur, the time of the larger width or height dimension is calculated.
13: 90° bar ends/profile width/length
Define number of columns and lines as the column headers enter horizontal length dimensions and vertical width dimensions for profile widths as step width values. Enter times per bar end (for profile bars with two 90° cuts, twice the time from the table is calculated).
The largest profile width is used as the profile width.
Where internal dimensions occur, the time of the larger width or height dimension is calculated.
14: Other angle bar ends / profile width / length
Define number of columns and lines. As the column headers enter horizontal length dimensions and vertical width dimensions for profile widths as step width values. Enter times per bar end (for profile bars with two cuts (not 45° and 90°), twice the time from the table is calculated).
The largest profile width is used as the profile width.
Where internal dimensions occur, the time of the larger width or height dimension is calculated.
15: Time [90°] corner (units)
Enter a time for each.
The entered time is multiplied by the number of the triggers (article numbers) that occur in the item. Here, T-cleats and corner cleats for 90° corners are triggers.
16: Time for [other angle] corner (piece)
Enter a time for each.
The entered time is multiplied by the number of the triggers (article numbers) that occur in the item. Here, T-cleats and corner cleats for non-90° corners are triggers.
17: Time for [90°] corner (width) (piece)
Define number of columns. As columns headings, enter profile widths as step width values. Enter a time per determined trigger (piece) for 90° cuts on the bar (for profile bars with two 90° cuts, twice the time from the table is calculated).
The inside face width (chamber dimension) is used. Where internal dimensions occur, the time of the larger width measurement is calculated.
18: Time for [other angle] corner (width) (piece)
Define number of columns. As columns headings, enter profile widths as step width values. Enter a time per determined trigger (piece) for cuts on the bar (not 90°). For profile bars with two non-90° cuts, twice the time from the table is calculated.
The inside face width (chamber dimension) is used. Where internal dimensions occur, the time of the larger width measurement is calculated.
24: Time for each

Enter a time for each.
The entered time is multiplied by the number of the triggers (article numbers) that occur in the item. The article numbers allocated by you are the triggers here.
25: Article time per meter
Enter a time for each length meter.
The entered time is multiplied by the calculated length of the triggers (article numbers) that occur in the item. The article numbers allocated by you are the triggers here.
The basis for the time calculation is the result in the material calculation (not the rounded-up specification in the material list).
Additional timetables for façade (aluminum)
For mullions and transoms of the façades, tables 19 and 20 can be selected in addition to the timetables 1 to 18. With these timetables, a time calculation can be made depending on the basic depth of the profiles (e.g. for cutting the profiles).
19: 90° bar ends/profile depth/length
Define number of columns and lines as the column headers enter horizontal height dimensions and vertical dimensions for profile depths as step width values. Enter times per bar end (for profile bars with two 90° cuts, twice the time from the table is calculated).
Where internal dimensions occur, the time of the larger length or profile depth measurement is calculated.
20: Other angle bar ends/profile depth/length
Define number of columns and lines. As the column headers enter horizontal height dimensions and vertical dimensions for profile depths as step width values. Enter times per bar end (for profile bars with two cuts (not 90°), twice the time from the table is calculated).
Where internal dimensions occur, the time of the larger length or profile depth measurement is calculated.
